ニッカウヰスキー第2の蒸溜所
大学時代の友人と宮城県仙台市にあるニッカウヰスキー宮城峡蒸溜所を訪ねました。今までに私たちが訪ねたことのある日本国内のウイスキー蒸溜所としては、3件目となります。山梨県北杜市にあるサントリー白州蒸溜所、北海道余市郡にあるニッカウヰスキー余市蒸溜所、そして今回の宮城峡蒸溜所ということです。
蒸溜所のパンフレットには、下記のように記されていました。
「宮城峡蒸溜所は、創業者・竹鶴政孝が、ウイスキーづくりの集大成として建設した蒸溜所です。竹鶴が目指したのは、複数の蒸溜所で生まれた個性の異なる原酒をブレンドし、より芳醇なウイスキーをつくること。彼にとって、この地はさらなる理想への出発点だったのです」
実際、蒸溜所の中に入り、豊かな自然とみごとに調和した建造物や手入れのゆきとどいた庭園をながめているとなぜか静寂さの中にも圧倒される荘厳さのようなものを感じました。それは蒸溜所内で働く人々の情熱が所内の隅々にまで行き渡っていたからなのでしょうか。

蒸溜所の入口にて

ロビーから見た蒸溜所の庭園(1)

ロビーから見た蒸溜所の庭園(2)

展示用ポットスティルの前にて

宮城峡蒸溜所MAP

モルトウイスキーの製造工程概略が説明されています

歴代のニッカウヰスキーの製品が展示されています
竹鶴政孝氏の息吹を感じる
蒸溜所内を案内してくれたガイドの方の話によると竹鶴政孝氏はこの蒸溜所を建設する際に次のような指示を与えたそうです。
- 電信柱はすべて地中に埋めること
- 伐採は必要最小限にすませること
- 建物は自然に溶け込む赤レンガを使うこと
- 地面の起伏はできるかぎりそのまま残すこと
竹鶴政孝氏の情熱の息吹が今も感じられる、そんな空気が蒸溜所全体に流れているような感じがしました。私たちもスコットランドのハイランド、ローランド、アイラ島などを訪ねたことがありますが、宮城峡蒸溜所の中にいるとまさにスコットランドの蒸溜所を彷彿とさせる雰囲気がありました。

豊かな自然に恵まれた蒸溜所です

蒸溜所内の風景

蒸溜所内の風景

蒸溜所内の風景
残念だったコロナ禍での訪問
今回残念だったことは、コロナ禍における訪問となったため、数多くの制限の中での見学となってしまったことです。
まず、下記のような有料セミナーはすべて休止となりました。
- 宮城峡キーモルトテイスティングセミナー
- マイブレンドセミナー180ml×2本コース
- カクテルセミナー「仙台ハイボールを愉しもう!」
- テイスティング&ブレンド体験
- ニッカのウイスキーを知るセミナー
どれも私たちが好みそうな興味深いセミナーだったため、訪問した11月3日(祝日)にはセミナーが再開となっていることを願って行ったのですがダメでした。

宮城峡と余市のポットスティルの違いの説明を受けました
さらにもうひとつ残念だったことは、コロナとは関係なく現在ポットスティルのメンテナンス中ということで、ポットスティルの見学もできなかったことです。そのため上記のようなプレートを使って、宮城峡蒸溜所と余市蒸溜所のポットスティルの違いの説明を受けました。

貯蔵庫内
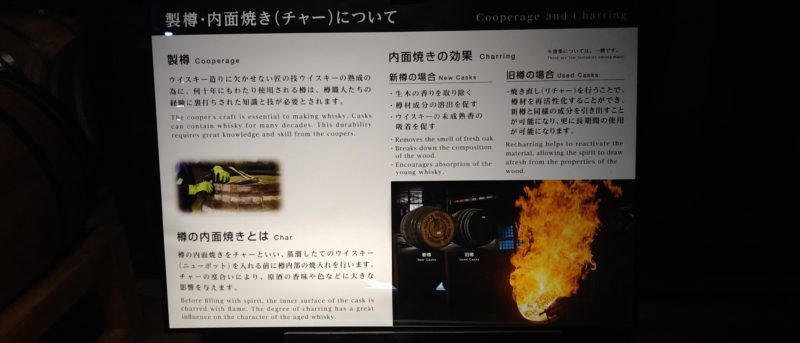
製樽・内面焼き(チャー)について

貯蔵庫内
もちろんガイドさんから「天使の分け前」の説明もありました!

有料試飲のバーにて
宮城峡蒸溜所では、ピートを使って麦芽の乾燥は行っていないとの説明がありました。しかし、宮城峡のシングルモルトを飲むとはっきりとアイラのピート香を感じます。そのためその点をガイドの女性に聞いてみると次のような返答がありました。
「ピートで乾燥した麦芽をスコットランドから輸入して使っています」・・・なるほどとひとつ疑問がとけました。
ところで、コロナ禍のため、所内のバーでの有料試飲は、おひとり様2杯までで時間も15分以内という厳しい制限がありました。私たちはおひとり様2杯ではとても足りません(笑)。
松島の牡蠣に宮城峡シングルモルト

松島産の牡蠣に宮城峡のシングルモルトウイスキーをかけて
私たちの宿泊地は松島でした。松島と言えば「牡蠣」。牡蠣と言えばシングルモルト!私たちは去年スコットランドのアイラ島を訪ね、アイラの牡蠣にBowmoreを垂らして食べる、究極のグルメを実践したのですが、今回はどこよりも美味しい松島の牡蠣に宮城峡のシングルモルトを垂らして食べるという贅沢をやってみました。とっても美味しかったです!!
ただやってみてわかったことですが、松島の牡蠣も宮城峡シングルモルトもそれぞれに舌鼓を打つ絶品なわけですが、合わせるとアイラの牡蠣にBowmoreほどのパンチがない。なぜかと考えたのですが、やはりピート香が足りないからだと感じました。
強烈な個性を持つアイラのピート香と好き嫌いがはっきりと分かれるクセのある生牡蠣とが織りなす微妙なハーモニーがミソだったんですね。
宮城峡を飲むとはっきりとピート香を感じますが、やはりBowmoreほど強烈にピートを使っていないので、わざわざ生牡蠣の個性と合わせる必要もないということなんでしょうね!

宮城峡蒸溜所でしか買えない貴重なキーモルトウイスキー
最後に宮城峡蒸溜所のお土産ショップで上記の「宮城峡キーモルトの3本セット」を買いました。もちろんこれらのキーモルトはこの宮城峡蒸溜所に来なければ買えません。それぞれアルコール度数が55度(通常の宮城峡は45度)ということで贅沢な原酒の違いを堪能できるので、自宅で少しずつ飲み比べをして楽しんでいます。

ミニチュアボトルセットを買って自宅で試飲
上記のキーモルト3本セットのほかにおまけで「ミニボトル5本セット」も購入してしまいました。「竹鶴」「余市」「宮城峡」この3本をテーブルに並べて飲み比べできるところがうれしいです。
いずれにしてもコロナ禍という禍の最中での蒸溜所訪問ではありましたが、十分に竹鶴政孝氏の息吹を感じることができ大満足の旅でした。